A thermoplastic RTM process for large series
KraussMaffei will be demonstrating the production of an automotive fiber composite structural component with metal inlays under series production conditions at K2016. Frames for the roof shell of the Roding Roadster R1 sports car will be created several times a day at the trade show booth.
The individual steps prove how complex the process is while being cycle-time-optimized at the same time. The four sub-preforms and the aluminum and steel insert are first positioned on a gauge. This is followed by riveting the steel insert with one of the sub-preforms. A handling robot then positions the aluminum bracket and the preassembled hybrid components in the T-RTM mold. Here, the caprolactam is injected and the subsequent chemical reaction tales place in which the material cures into the thermoplastic Polyamide 6. After the reaction time expires, the handling robot removes the finished component. The use of what is called the near net shape approach, which takes the part close to its final form, means there is no need for complex post-mold processing such as milling the border area.
Melting the material on an on-demand basis:
KraussMaffei functions as the system provider for the complete production cell. An important component is the new RimStar 8/8 T-RTM metering system, which makes the melting process on-demand. Only the material for a few shots is melted at a time. This makes it possible to prevent a material aging of the two caprolactam components (caprolactam base material and activator or catalyst) by minimizing the thermal load on the melt. The new metering system also offers outstandingly accurate temperature control, from melting to injection into the cavity. "These properties, taken together, ensure consistently higher product quality and thus underscore the suitability for series production," says Fries.
The new metering system enables processing at temperatures of up to 180°C and thus is ideally suited for Polyamide 6. Other products optimally designed for the high temperatures include the MK 10-2K high-pressure injection head with a shot weight from 250 g at 100 g/s and the high-pressure injection pump, which KraussMaffei can customize thanks to its in-house pump manufacturing. Precision and space-saving handling of the T-RTM mold is ensured by a KraussMaffei compact mold carrier of type FTR with a clamping force of 3800 kN.
Advantages for fiber content, material consumption, post-mold processing
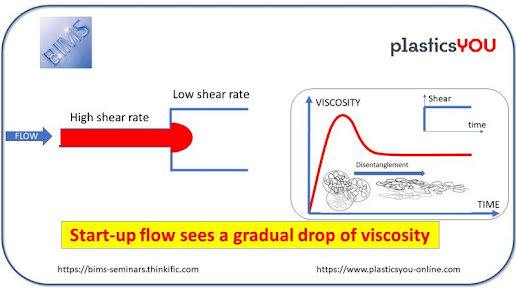
The T-RTM process has various benefits over parallel plastics processing processes, e.g. the familiar RTM with epoxy resin or polyurethane (PUR). The low viscosity of just five millipascal-seconds (mPA·s) – similar to water – allows the matrix material caprolactam to penetrate the fiber layers even with low internal mold pressures. For the application demonstrated at the exhibition, a clamping force of approx. 3500 kN is sufficient, meaning lower costs for investment and energy. In addition, the high flow capacity allows for low minimum wall thicknesses and allows the fiber volume content to be as high as about 60 percent.
A so-called near-net-shape approach, that is closely contoured production, allows the material input rate of plastic and expensive carbon fibers to be reduced. That in turn reduces material costs. In addition, the post-mold finishing steps are also kept to a minimum. While non-near-net-shape processes require the component to be separated via methods such as milling the edge areas, a punch solution can be implemented for this component, for example. Besides the near-net-shape approach, the multi-preform concept also effects a further reduction in fiber waste and allows a (sectional) load-dependent fiber architecture.
Compared to the three-dimensionally networked thermosets, the chain-like structure of thermoplastics constitutes a unique attribute: they can be reheated and reshaped, making them weldable and recyclable. The roof frame material can be regranulated and used together with its fiber content to produce parts in the injection molding process, for example.
Compared to the three-dimensionally networked thermosets, the chain-like structure of thermoplastics constitutes a unique attribute: they can be reheated and reshaped, making them weldable and recyclable. The roof frame material can be regranulated and used together with its fiber content to produce parts in the injection molding process, for example.
High impact strength and more ductile fracture behavior
The mechanical properties of PA6 are also interesting for structural components. The thermoplastic features higher impact strength and more ductile fracture behavior than thermosets. That means that forces can be absorbed by the material deforming before a fracture occurs.
When T-RTM is compared to injection molding, the classic area of application for thermoplastics, its benefits can also be seen in its high fiber content and low viscosity, which allow the production of parts with very thin walls.
Source:KRAUSSMAFFEIGROUP

Comments
Post a Comment